



























































.png)
Типы 3D–столов
Сварочно-сборочный стол серьезного уровня — это признак производства, которое всерьез озаботилось вопросами качества. Если сборка идет на самодельном верстаке, застеленном стальным листом, вы теряете либо в надежности, либо в скорости работы. Пусть даже на раскрое металла стоят лазерные станки, а на сварке солидный полуавтомат.
Даже умелый мастер, который варит на весу или периодически прихватывает и срезает со стола упоры, проигрывает в производительности коллеге, который работает на ровной поверхности и может в пять минут соорудить любой шаблон.
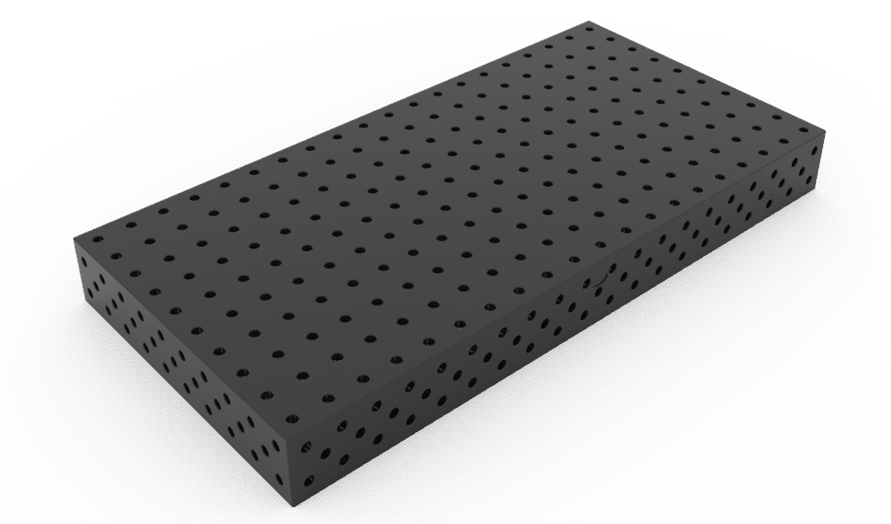
3D-стол называется так потому, что у него пять рабочих поверхностей: столешница и четыре боковины. На них можно навесить дополнительные упоры, расширения и другую оснастку. Понятно, что дело не ограничивается сваркой и сборкой, столы отлично подходят для разметочных, шлифовальных, слесарных и других работ.
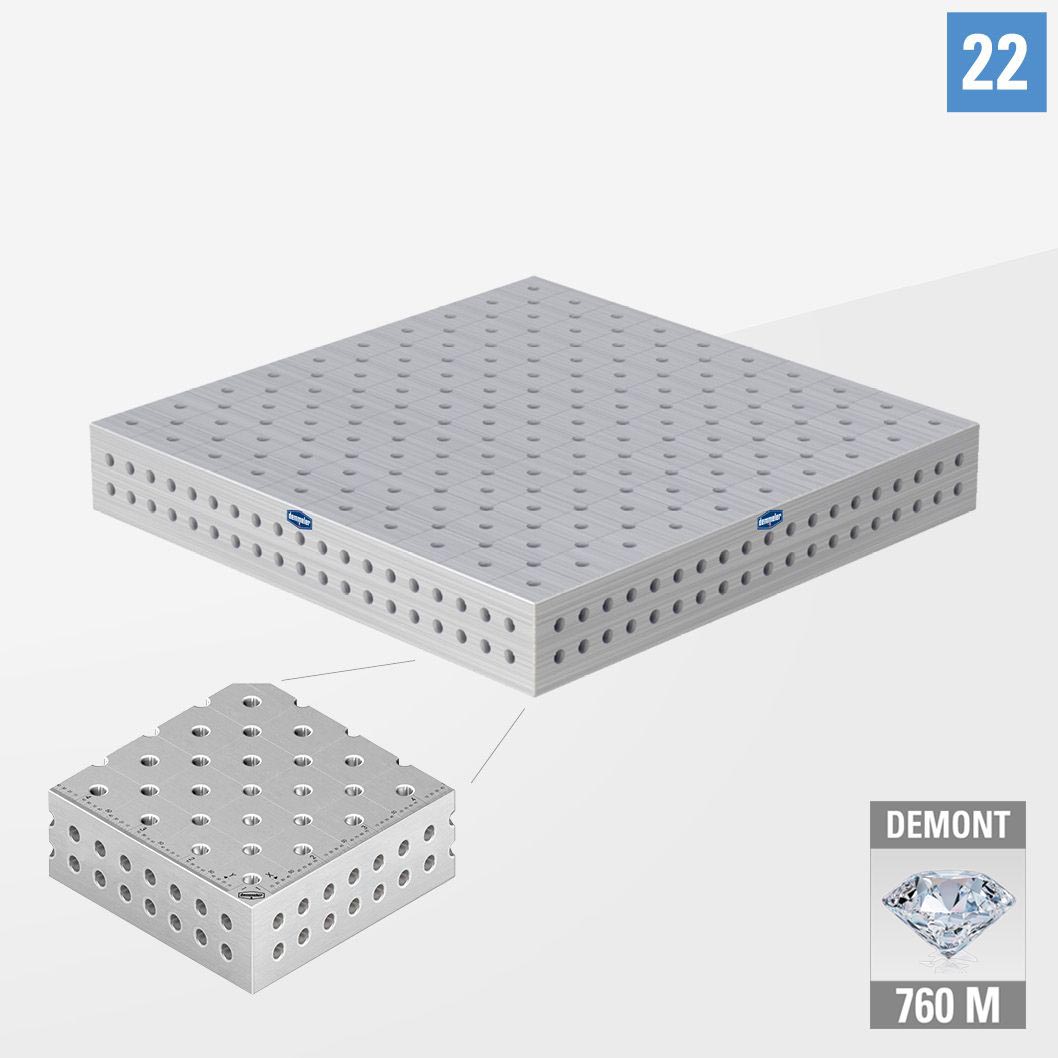
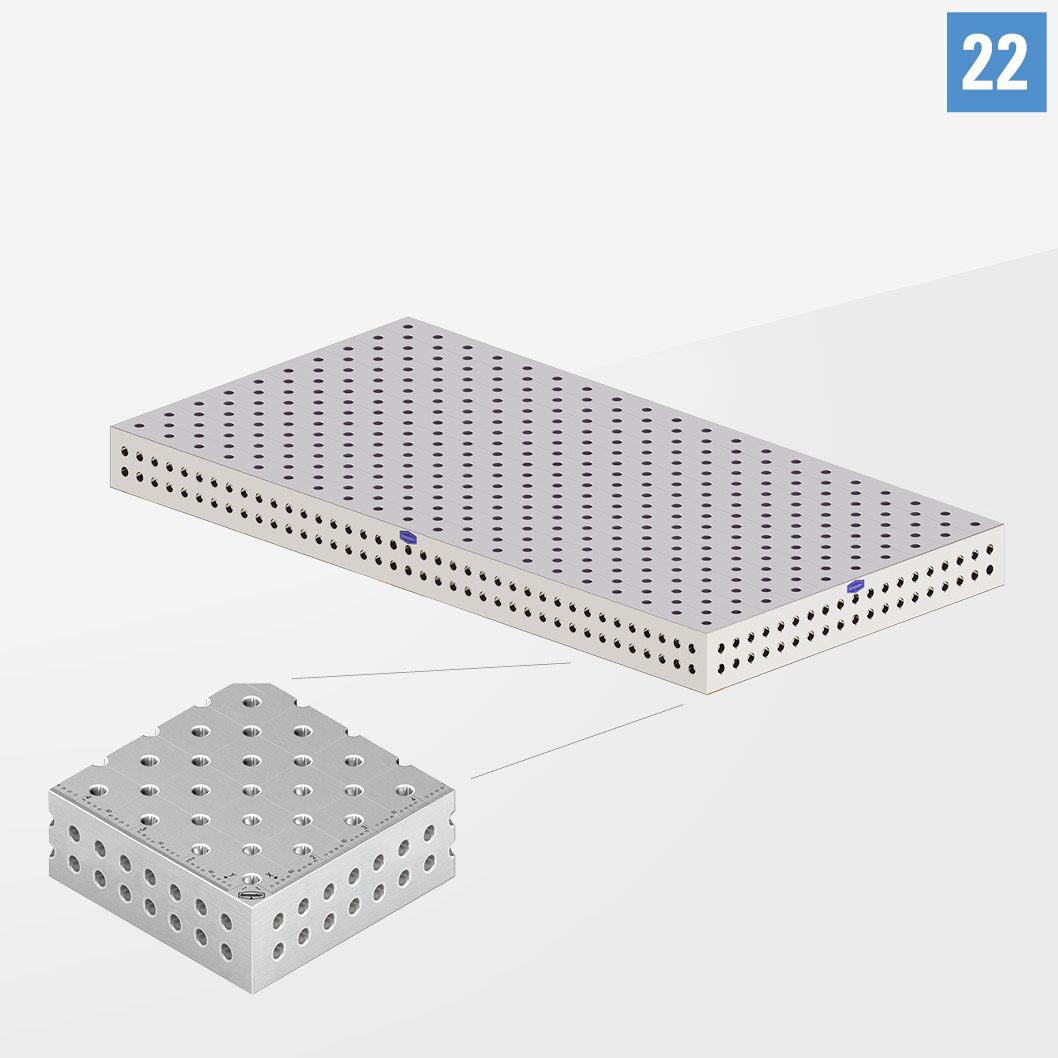
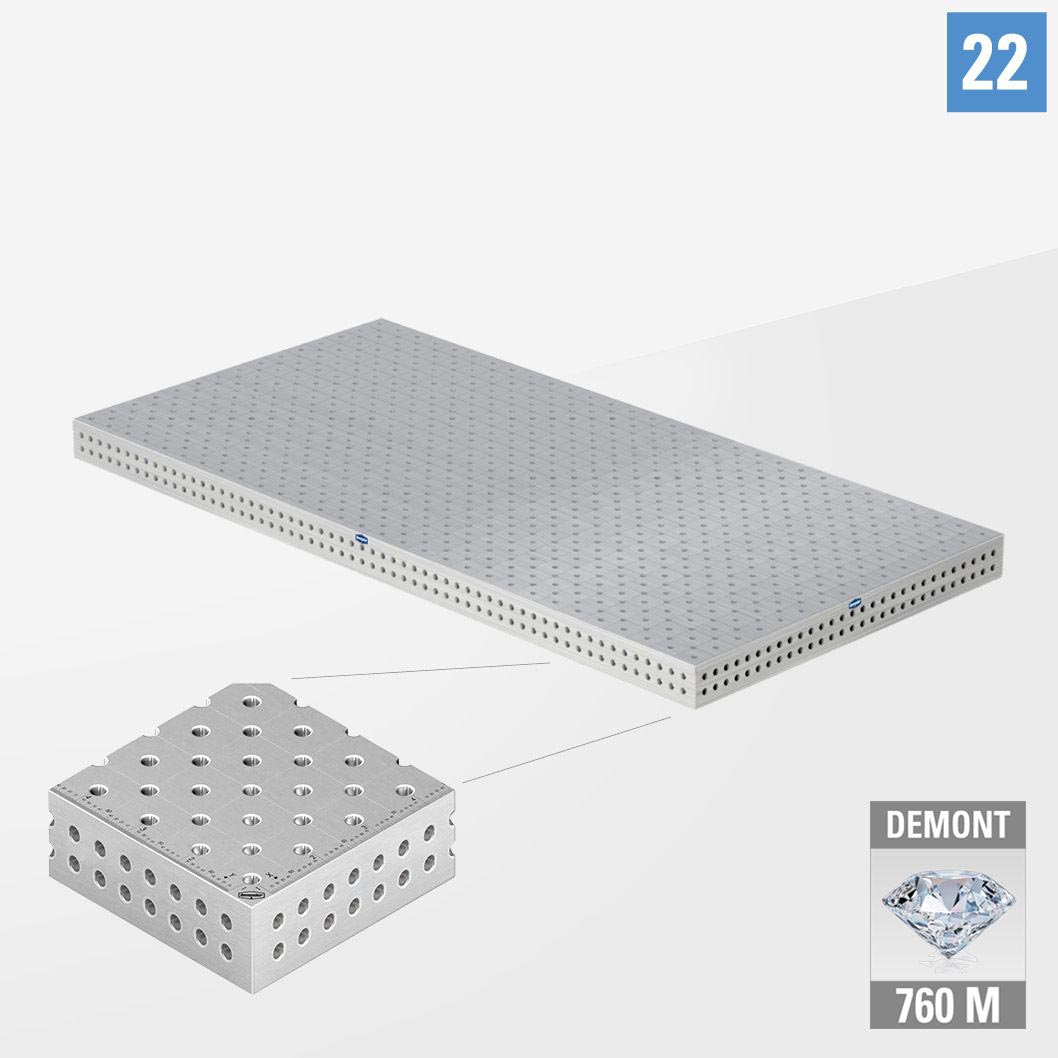
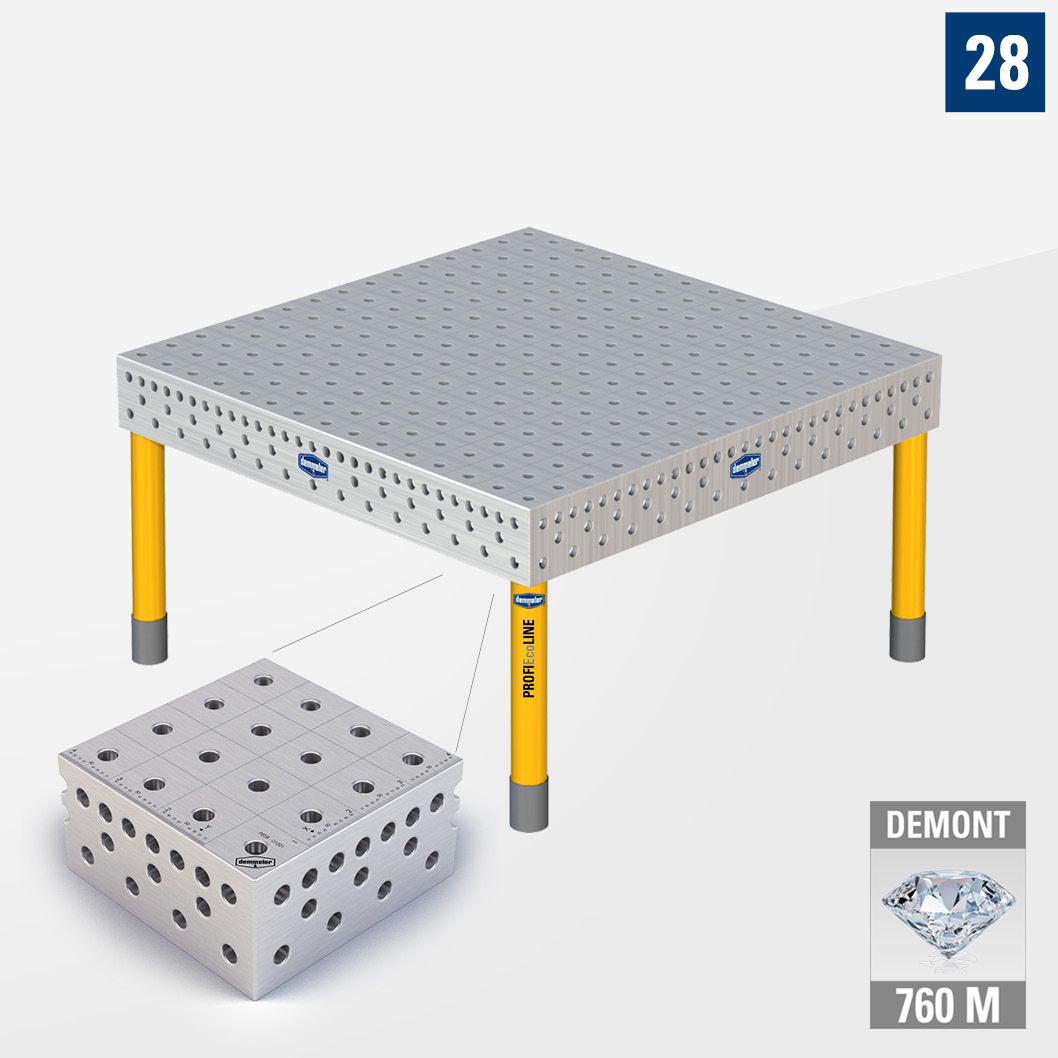
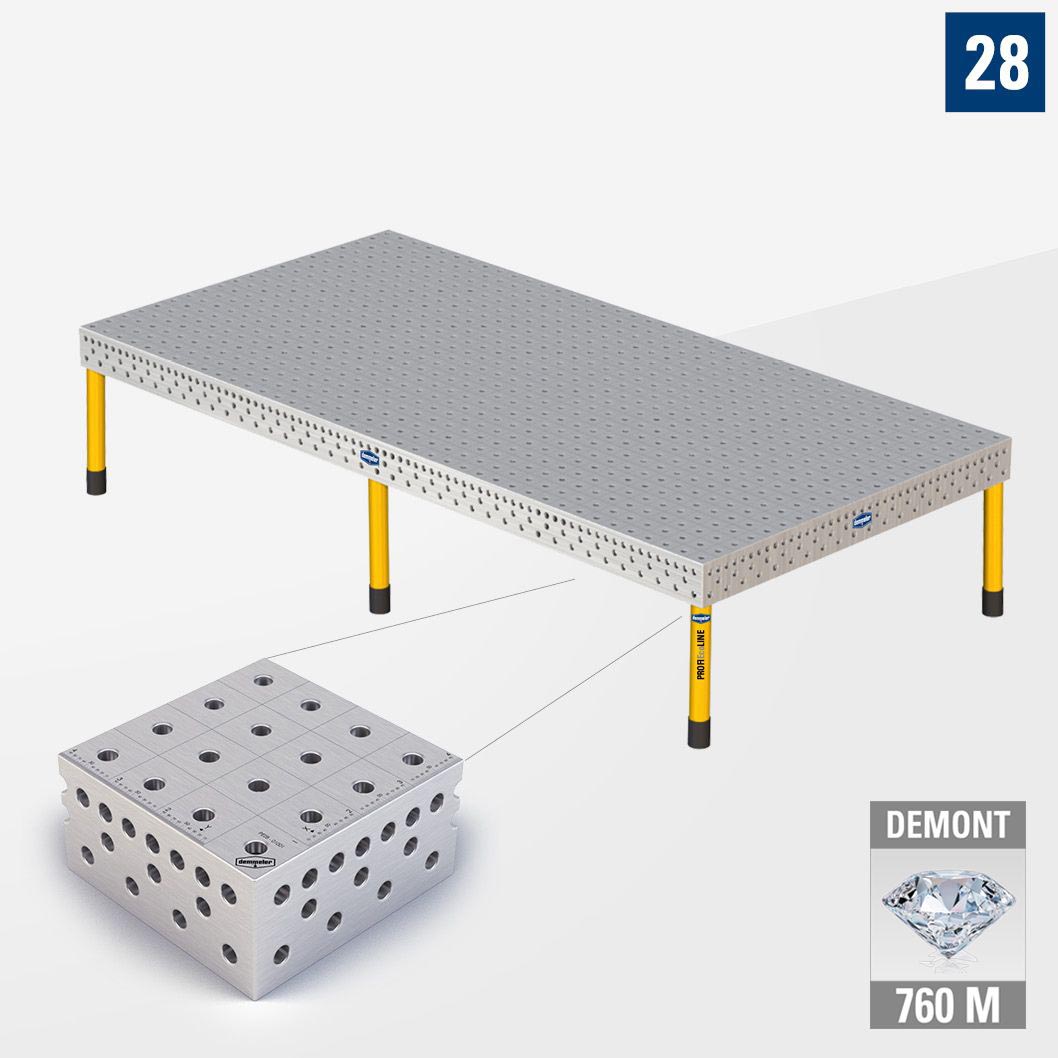
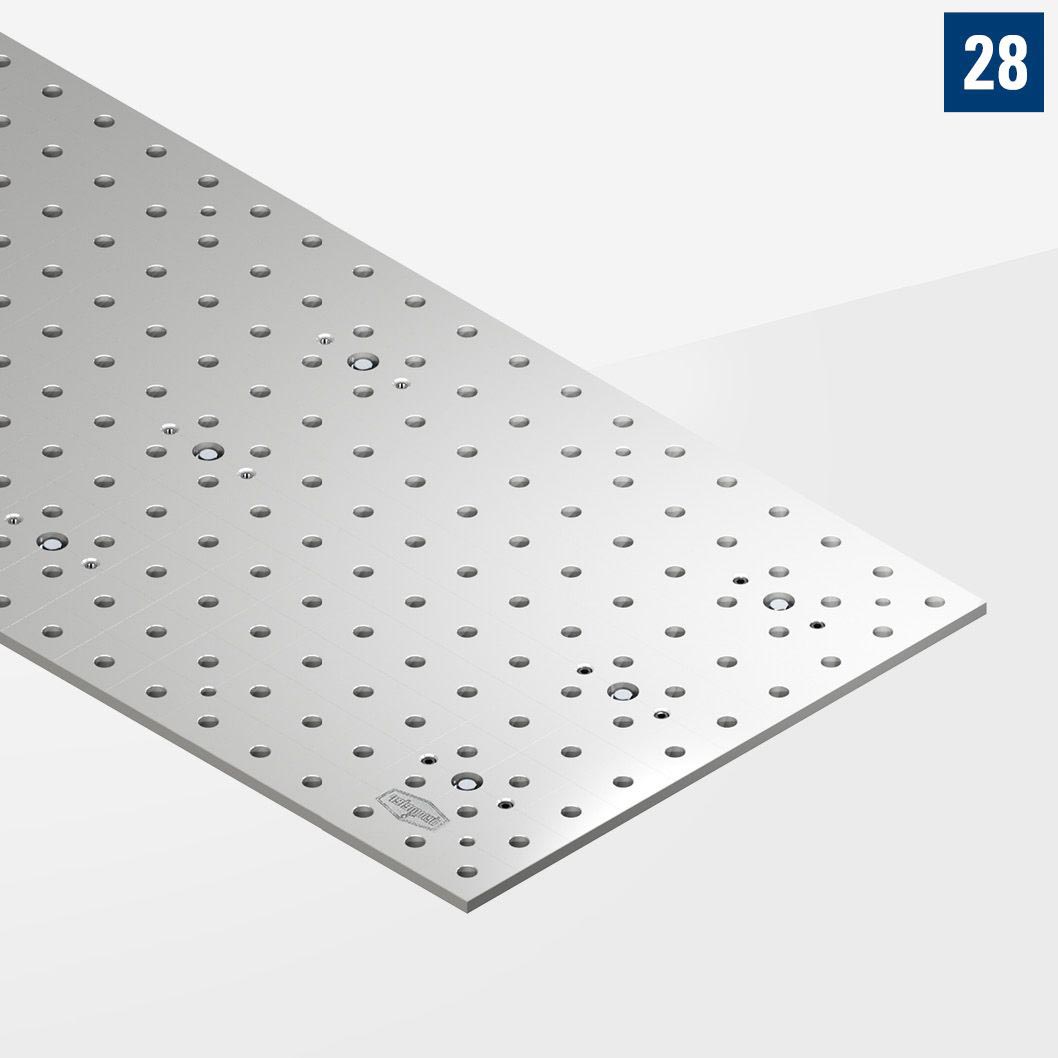
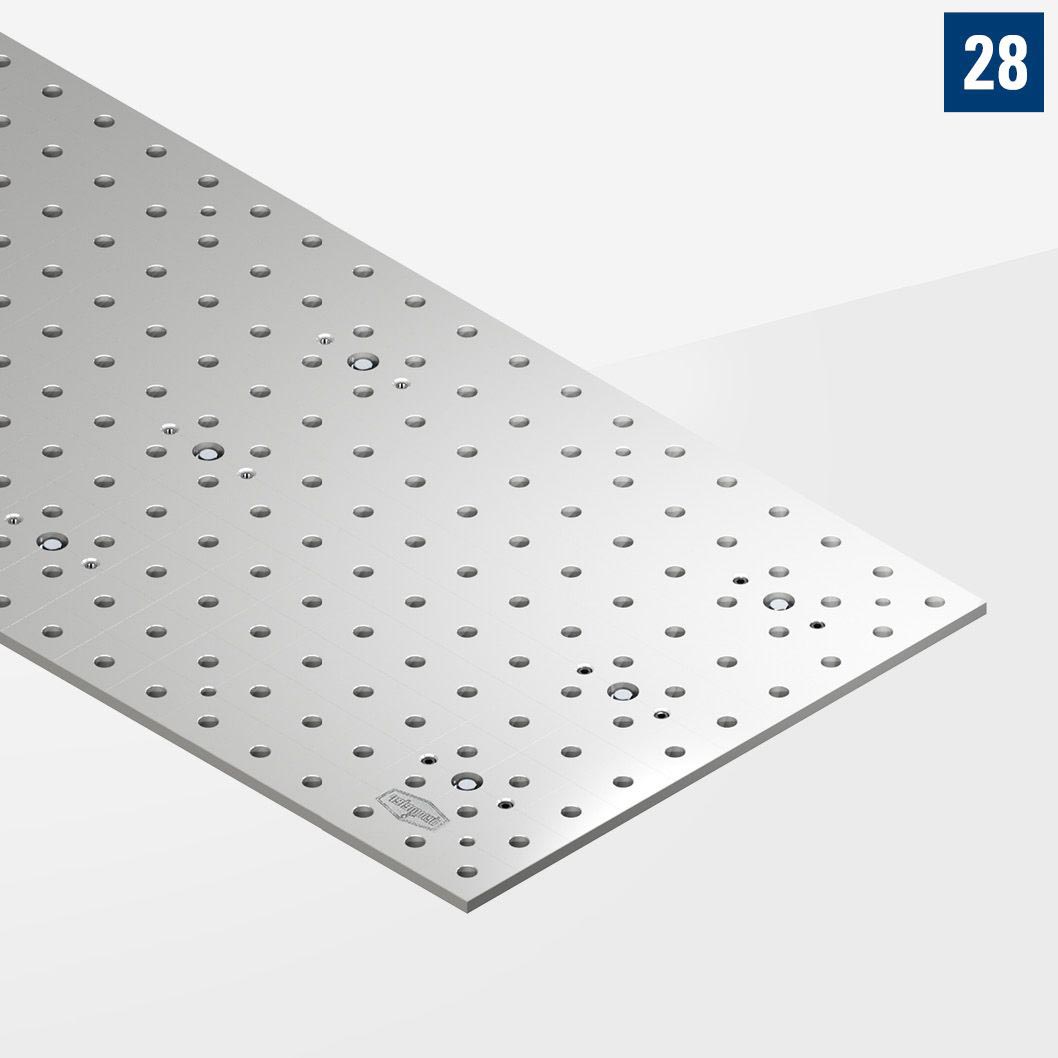
По типам столы можно разделить на системы 16, 22 и 28 мм. Число обозначает размер крепежного отверстия на рабочих поверхностях и оснастке. Чем больше диаметр, тем толще сталь элементов и тем устойчивее сами столы.
Особенности сварочных столов
За сухими словами «Рациональная организация рабочего места» скрывается ряд возможностей:
- сварочно-монтажный стол обеспечивает геометрию изделия: перепад плоскости столешницы не превышает 0,1 мм/м;
- оснастка крепится быстрозажимными элементами, поэтому полная перенастройка рабочего места занимает несколько минут;
- в несколько движений можно соорудить один или несколько кондукторов для повторяющихся операций;
- элементы конструкций быстро и надежно крепятся в произвольном положении, то есть, можно варить так, как удобно, а не как получится — это снижает требования к квалификации сварщика.
Устройство сварочно-сборочных столов
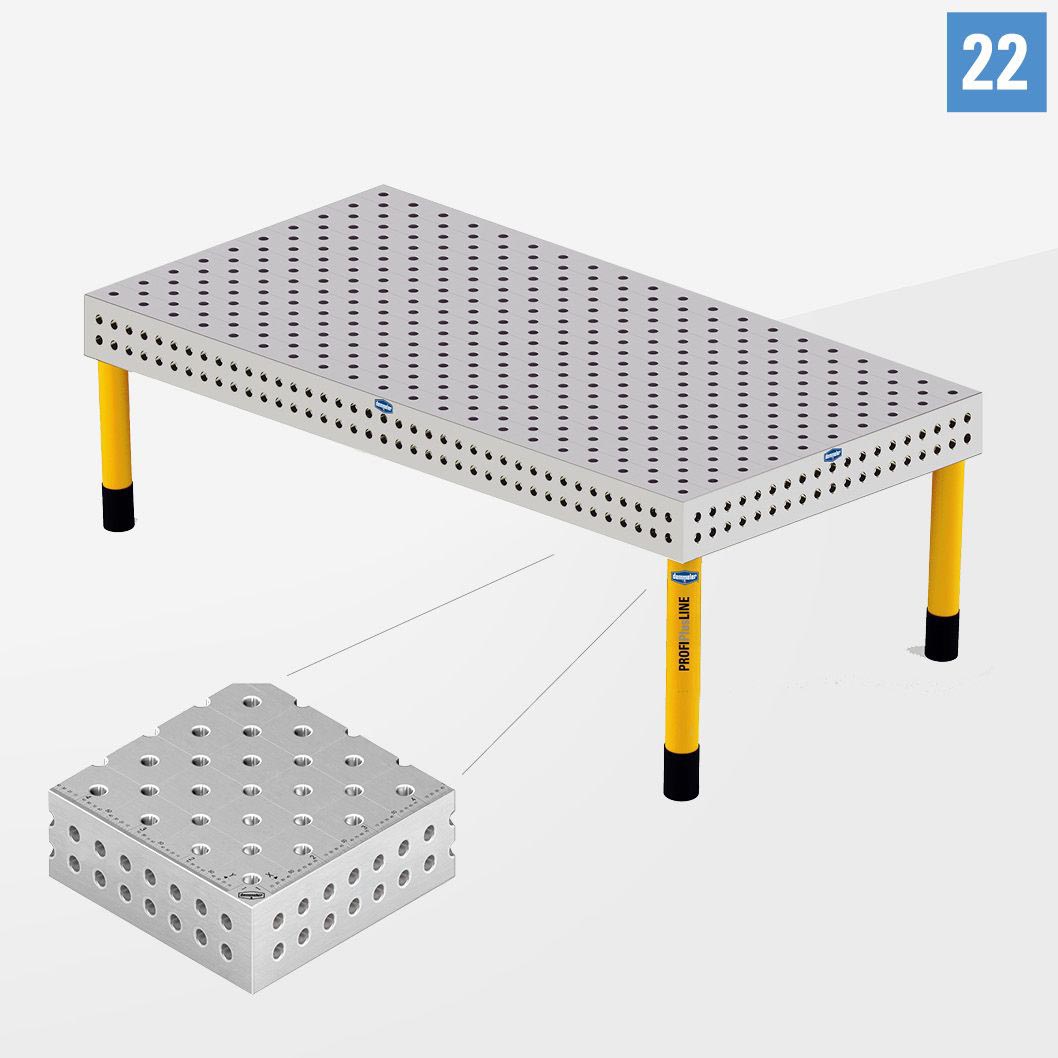
Столешница — это плита с крепежными отверстиями и боковыми вертикальными пластинами высотой 100-200 мм. В отличие от самодельных столов, у промышленных изделий рабочая поверхность остается ровной, потому что она опирается на сетку из ребер жесткости. Вся эта конструкция держится на регулируемых опорах или колесах. То есть, стол можно либо перемещать по участку, либо компенсировать в ноль перепады пола.
Рабочая поверхность может находиться на уровне пояса или ближе к полу, если планируется сваривать высокие конструкции. Опционально столешницу азотируют, после чего ее поверхность становится темнее и в два раза тверже (750 единиц по Виккерсу, аналогично 60 по Роквеллу). Попутно кратно вырастает износостойкость, а прилипание сварных брызг снижается до минимума.
Крепежные отверстия расположены в узлах координатной сетки с шагом 50 или 100 мм. Для сравнения, в первом случае у столов в 4 раза больше точек крепления. Помимо крупной сетки, облегчающей прицеливание, на краю столешницы лазером наносят миллиметровую линейку.
Диаметр крепежных отверстий: 16,15–22,15–28,15 мм с погрешностью в 0,03 мм. Элементы крепежа заходят в них свободно, но без люфтов, все дополнительное оснащение фиксируется крепко. Края отверстий зенкуют, это защищает их от деформации при нагрузке и упрощает установку струбцин и крепежных болтов.
Толщина металла коррелирует с диаметром отверстий: 16 мм — 12 мм, 22 мм — 18 мм, 28 мм — 25 мм. Соответственно, столы «системы 16» могут выдержать до 4 тонн распределенной нагрузки, а «системы 28» до 36 тонн.
Вспомогательные приспособления
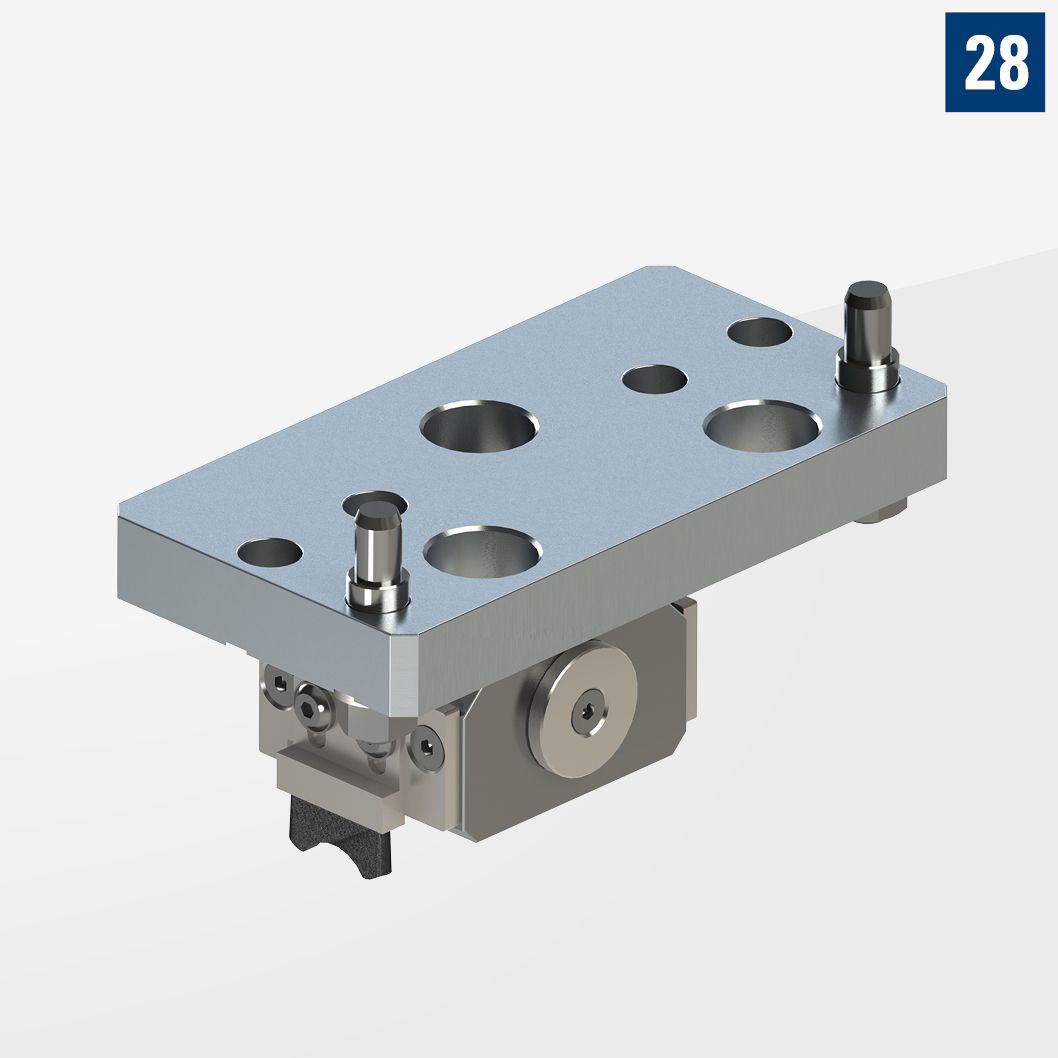
Дополнительная оснастка упрощает работу сварщика, с ее помощью можно составлять шаблоны, фиксировать детали, собирать конструкции «насухо», наращивать рабочее поле и т.д. К обязательному минимуму относятся струбцины, стопоры, крепёж и угловые модули.
- Струбцины могут быть ручными и быстрозажимными, они фиксируют заготовки в вертикальных, горизонтальных и промежуточных положениях. Обеспечивают усилие до 250 кг.
- Универсальные стопоры (в том числе эксцентриковые) — это очень простые, но крайне эффективные элементы. Они фиксируют детали на столешнице или служат ограничителями, их удобно крепить к вертикальной боковине стола, ограничивая рабочую зону. Например, всего из двух элементов можно собрать шаблон на 90 градусов.
- Крепежные элементы включают быстрозажимные болты (их распирает в отверстии, не нужно затягивать гайкой с другой стороны листа), позиционирующие штоки (без резьбы, чтобы не разбивать отверстия и не создавать «люфтов»), магнитные зажимные болты (например, для листов алюминия) и т.д.
- Угловыми элементами можно расширить рабочую поверхность, закрепить детали перпендикулярно столу, подпереть заготовки и пр.
Есть еще масса других оригинальных элементов вроде транспортиров, регулируемых угловых зажимов или зажимных консолей. Полный ассортимент оснастки вы можете найти в каталоге продукции «ИРС». Наши специалисты помогут вам подобрать сварочно-сборочный стол и приспособления к нему для ваших производственных задач.